虎落矽穀
有興趣地努力工作,感悟人生。



“物理的盡頭是數學”,隻有把要“重複”的工藝參數進行量化、並加以控製,才能真正地提高製造工藝的重複能力。
(一)如何對待出現的工藝問題
有工藝製造生產經驗的人都有這樣的體會:在工藝製造現場,一種問題隻要出現過一次,如果沒有能找到原因,給予解決,那麽這個問題還會不斷出現。
很多工藝製造車間還不是非常理想的工藝生產線,如果工藝製造還沒有達到受控狀態,就會常常出現工藝問題,麵對工藝問題是在所難免的。如何對待出現的工藝問題的態度是決定工藝線如何快速回到工藝重複穩定狀態的速度、和今後還會出現工藝問題的頻率、以及能否逐步提高製造工藝的重複性。
正確對待出現的工藝問題,就要做到“三不放過”原則:
(1)即問題原因不查明,不放過。
(2)改進措施不落實,不放過。
(3)相關人員沒有受到教育,不放過。
如果還沒有建立一套高效的失效分析體係,查明問題原因是非常困難的。FISH BONE方法是一個經典的方法,即:
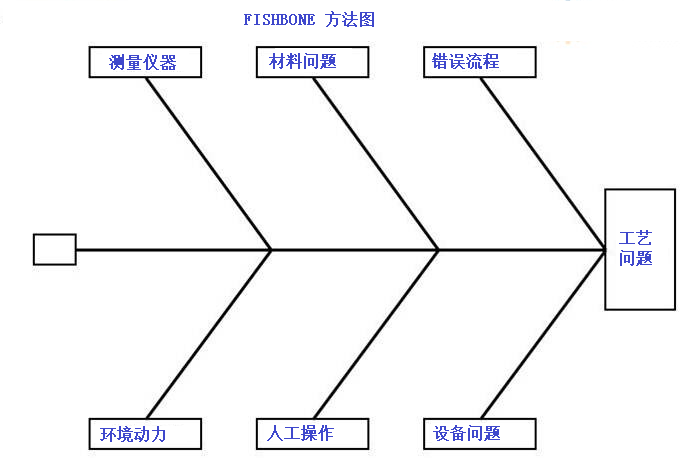
(1)客觀地羅列出工藝問題的各種現象和因素。
(2)然後列出所有可能原因,不要主觀臆斷,不要輕易下結論。避免受習慣思維的影響,不要有任何偏見,進行腦袋風暴,相信任何事都可能發生(YOU NEVER KNOW)。
(3)在所有列出的可能原因中,運用推理和驗證,逐步去掉一些不可能的原因。如果能有辦法確定好的和正確的東西,對失效分析的效率會大大提高。
(4)不要急著很快做工藝試驗,要“謀而後動”。在經過篩選的可能原因中,按難易程度、成本高低、速度快慢等排序。先從速度快、成本低的原因開始排查和驗證。當然有些可以齊頭並進,以提高失效分析的效率。
(5)最好的方法是不做工藝實驗,能從數據中分析出原因(如同打仗時,最好是不戰而屈人之兵)。
工藝問題往往會耽誤生產線很多生產時間,直接影響製造產能,建立一套高效的失效分析體係,對工藝製造生產線非常重要。
(二)SPC 控製圖表(SPC Control charts)
SPC控製圖是對製造工藝過程或結果的參數加以測定、記錄從而進行控製管理的技術方法。製造工藝過程中存在著各種變異,受到時間和空間的影響,即使在理想的條件下獲得的工藝結果也會存在一定的偏差。當某一個結果超出了誤差的允許範圍時,就表明工藝設備或工廠條件發生了變化或漂移。
SPC是一種用來分析數據、並利用分析結果來解決實際問題的方法。SPC在所有現代化工廠中得到了普遍應用。
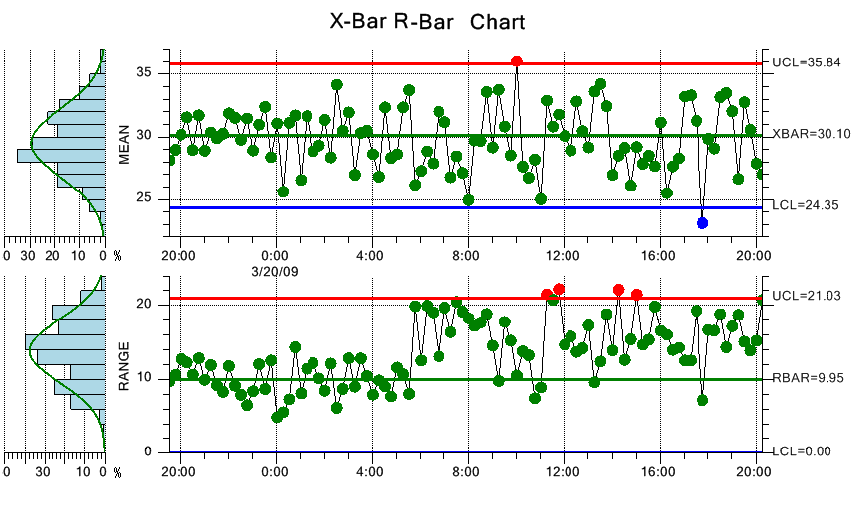
如上圖所示,一般的SPC圖表都會出現工藝結果參數測試值在某個範圍中上下變動,這是有多種原因造成的,可能是原材料、設備、動力環境、測試問題、或操作員操作不當所造成的。
SPC控製圖在做產品失效分析和工藝重複性控製起到了很重要的作用,但要進一步提高工藝重複性,就不要僅僅停留在SPC控製圖表這個工具上。
(三)六西格瑪(6 sigma,6σ)概念
這裏簡單介紹六西格瑪(6σ,Six Sigma)管理概念,她是一種管理哲學,於1986年由摩托羅拉公司的比爾·史密斯提出。6σ管理法是一種統計評估法,核心是追求零缺陷生產,防範產品責任風險,降低成本,提高生產率和市場占有率,提高顧客滿意度和忠誠度。6σ管理既著眼於產品、服務質量,又關注過程的改進。“σ”是希臘文的一個字母,在統計學上用來表示標準偏差值,用以描述總體中的個體離均值的偏離程度(也即重複程度),測量出的σ表征著諸如單位缺陷、百萬缺陷或錯誤的概率牲,σ越小,過程的波動越小(即偏離程度小、重複程度高)。如果用σ做度量單位,以平均值為中心的-Nσ到+Nσ的範圍仍然是合格產品,則N值越大,缺陷或錯誤就越少。6σ是一個目標,這個質量水平指的是所有的過程和結果中,99.99966% 是無缺陷的,也就是說,做100萬件事情,其中隻有3.4件是有缺陷的,是人類目前能夠達到的最為完美的境界。6σ管理關注過程,特別是企業為市場和顧客提供價值的核心過程。因為過程能力用σ來度量後,Nσ的N值越大,過程的波動越小,過程以最低的成本損失、最短的時間周期、滿足顧客要求的能力就越強。6σ理論認為,大多數企業在3σ到4σ間運轉,也就是說每百萬次操作失誤在6210-66800之間,這些缺陷要求經營者以銷售額在15%-30%的資金進行事後的彌補或修正,而如果做到6σ,事後彌補的資金將降低到約為銷售額的5%。6σ的核心是“重複”,即使在合格的範圍內,也要重複在一個很窄的平均值附近,不能因為有些參數越小越好或越大越好,就使得它們偏離目標平均值。
為了更加清楚地描述六西格瑪(6 sigma,6σ)的概念,這裏先複習一下有關的數學統計知識和相關的概念:
1、平均值μ(average or mean value)
平均值就是工廠常說的均值。這是在多次(N次)采樣或數據收集後對某一工藝參數做出平均計算,其公式如下:
2、標準偏差σ
標準偏差是每次測量值和所有測量值的算術平均值、之差的、平方的、算術平方根。

標準偏差σ 其實就是1σ,或者說1σ就是1個標準偏差。
3、正態分布和6σ(Six Sigma)
如果把任何一個重複工藝(工藝條件形同)結果的測試參數(如RTP快速退火後的方塊電阻,或濺射台濺射在wafer上的薄膜厚度),進行多次數據統計,就會發現它們是如下所示的“鍾形”正態分布曲線:
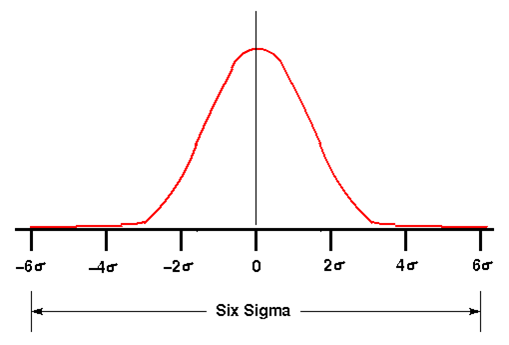
如果產品合格的上限USL能到+6σ的地方,下限能到-6σ的地方,那99.999999998% 的產品是合格的,產品處於受控狀態。如果產品合格的上限USL隻能到+1σ的地方,下限隻能到-1σ的地方,那68.27 % 的產品是合格的,產品屬於不可控狀態。如果產品合格的上限USL隻能到+3σ的地方,下限隻能到-3σ的地方,那99.73 % 的產品是合格的,產品屬於可控狀態,這是目前大多工廠的水平。具體如下表所示:
|
Sigma 指標 |
產品 合格率 |
每百萬產品 的廢品數 |
|
+/- 1 σ |
68.27 |
317300 |
|
+/- 2 σ |
95.45 |
45500 |
|
+/- 3 σ |
99.73 |
2700 |
|
+/- 4 σ |
99.9937 |
63 |
|
+/- 5 σ |
99.999943 |
0.5 |
|
+/- 6 σ |
99.999999998 |
0.002 |
4、工藝漂移
當工藝穩定重複時,工藝結果是正態分布。但如果有操作工的誤操作、或者設備的故障漂移、動力條件的變化,材料來源不重複等,會造成工藝結果的有規律的漂移。如下圖所示,這些工藝不重複會很容易造成工藝結果+-1.5σ的漂移:
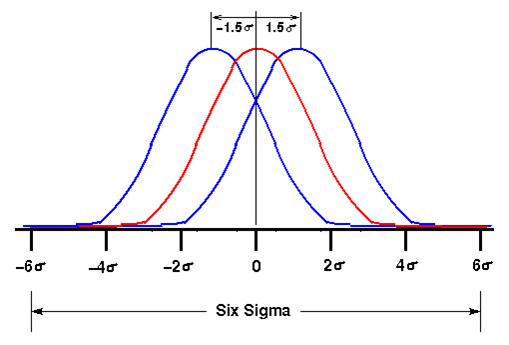
由於工藝漂移,造成的產品合格率大大降低,如下圖所示工藝漂移前後的對比:
|
Sigma 指標 |
工藝漂移 後 產品 合格率 |
工藝漂移後 每百萬產品 的廢品數 |
工藝漂移 前 產品 合格率 |
工藝漂移前 每百萬產品 的廢品數 |
|
+/- 1 σ |
30.23 |
697700 |
68.27 |
317300 |
|
+/- 2 σ |
69.13 |
308700 |
95.45 |
45500 |
|
+/- 3 σ |
99.3197 |
66803 |
99.73 |
2700 |
|
+/- 4 σ |
99.38 |
6200 |
99.9937 |
63 |
|
+/- 5 σ |
99.9767 |
233 |
99.999943 |
0.5 |
|
+/- 6 σ |
99.99966 |
3.4 |
99.999999998 |
0.002 |
5、工藝(製程)精密度。
對於機械加工,加工精度在10到0.1μm,表麵粗糙度在0.1μm以下,就屬於精密加工。而半導體工藝製造也是有加工精度的,通常用工藝精密度Cp,表示。工藝(製程)精密度(Cp, capability or performance index) 的表達公式如下:
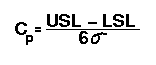
如果產品合格的上限USL和下限LSL分別在+3σ和-3σ處,則工藝(製程)精密度Cp為1.0。如果產品合格的上限USL和下限LSL分別在+6σ和-6σ處,則工藝(製程)精密度Cp為2.0。Cp越大,工藝製造精度越高。
6、工藝能力指數(Cpk index)。
工藝(製程)能力指數是用數字描述工藝重複能力的形式。Cpk的定義如下:
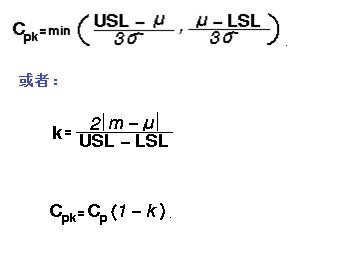
其中m為工藝結果參數的目標期望值(target value),µ是實際偏向USL或LSL的實際工藝參數的測量值。假設m=0σ, µ=+/- 1.5σ,USL=6σ,LSL=-6σ, Cp=2.0, 則對於工藝漂移+/- 1.5 σ的Cpk 為1.5,計算如下:
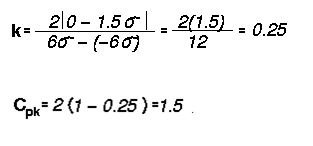
如果沒有工藝漂移,則Cpk 為2.0。Cpk 越小,表明工藝重複性越差。
(四)“重複、重複、再重複”的工藝控製
工藝製造涉及到人、機、料、法、環。這些都能穩定、重複才能保證工藝製造的重複。
1、人的因素主要在觀念,其次才是技能。有了正確的觀念,培養良好的技能就會有章可循。樹立正確的觀念需要很多篇幅,這裏隻簡單地強調一些重點:
(1)要有積累的意識,不僅是技術知識和技能的積累,還要注意方法和製度的積累。以及與時俱進,先進觀念的積累。
(2)提高溝通技術。執行力的效果取決於溝通的效果(COMMUNICATION IS WHAT YOU GET)。在潛意識中熟練溝通的7C原則:完整(Complete)、簡明(Concise)、體貼(Considerate)、具體(Concrete)、清晰(Clarity)、禮貌(Courtesy)和正確(Correct)。避免溝通的漏鬥效應。
(3)要能務實地掌握客觀需求,要能抓住主要矛盾去解決實際問題,而不是人雲亦雲地停留在次要矛盾或問題上。
(4)要有團隊精神。每個人的能力和精力都是有限的,隻有聯合起來才會力量大。水漲船高,在成就別人的時候,同時也成就自己。
(5)每個人都是領導。領導的概念:領導就是在其他人都還沒有考慮如何做事時,提前花時間準備方案,考慮布局。每個人在自己的崗位上要充分調動對這個崗位積極有利的因素,要取得同事、廠家或客戶的配合,給主管提出合理的建議。對同事的過失的處理:即原則又友好,不能視若無睹,這樣對工廠和自己都不負責任。對客戶,對廠家也是如此。
(6)堅持原則和標準、遵守製度。不能在製度和規則上過於靈活。即使這個製度有缺陷甚至是錯誤的,但為了重複以前的工藝製造,在沒有新的正確的製度頒布前,不要做任何修改。所謂“做事不到位”,就是對原則、或標準、或製度、或規則,隨意地做了自以為正確的修改或漂移。
每個工廠的工藝(製程)能力和他們的觀念有著很大的關係,即所謂錯誤的觀念產生錯誤的決策。“能用就行”,常常喊出這樣口號的工廠,隻能滿足於1σ的工藝(製程)能力。“差不多”,還“湊合”最多隻能達到2σ的工藝(製程)能力,工藝不能達到可控狀態。當一個工廠隻討論工藝精密度,而不能係統精確的討論工藝(製程)能力指數時,表明工藝還不能達到受控狀態。
2、機器(設備)。要重視設備保養和維護,建立設備保養卡或維護記錄,同人的病曆一樣。保養花小錢,修理花大錢,如汽車保養一樣,不要等到出了故障才花大量人力物力來維修,耽誤很多工藝製造時間。
工欲善其事必先利其器。一代設備、一代器件已經是不爭的事實。目前許多工廠對設備的生產性能比較重視,而對非生產性部分如在線檢測和GEM/SECS II工藝參數實時監控不夠重視。
如果工藝設備沒有工藝參數自動記錄的功能,就不可能形成準確、實時、完整的SPC控製圖表。利用手工記錄會有很多人為的錯誤記錄和不連續性。設備沒有用PC電腦控製是很難提高工藝重複性的。隻有監控設備相關參數的SPC控製圖表、Cp和Cpk,不僅能根除隱患,而且能防患於未然,保證工藝條件穩定重複。
3、材料。材料的重複非常重要,不重複的材料不僅出不了正確、重複、合格的產品,還常常要修正工藝結果而把工藝帶偏,造成工藝漂移。但廠家的材料不一定很重複,所以合格的、信得過的廠家非常重要。一定要記錄每次材料的批號,如有機溶劑批號,光刻膠批號等,一旦發現該批次材料有問題,就及時同廠家反饋。不要把每批材料都用完才用下一批材料,如一批硫酸有10瓶,要留2瓶到下一批的10瓶用完8瓶才用。這樣當工藝出現漂移或失效分析時,對於不明原因的相關工藝,要用以前經過工藝經過驗證是合格的、好的材料來進行工藝試驗,排查是否是材料不重複引起的工藝漂移。所以平時一定要留一些經過工藝驗證是合格的材料做Golden sample。我們製造半導體工藝設備的生產也一樣,對廠家的來料做批次記錄,對來料一定要進行檢驗,不能認為所有來料都是合格、重複的產品。不要把每批材料都用完才用下一批材料,平時一定要留一些經過裝配、測試驗證是合格的材料做Golden sample。
4、法規。建立在工藝造成過程中必須遵循的規章製度,它包括:工藝指導書,標準工序指引(SOP),生產圖紙,生產計劃表,產品作業標準,檢驗標準,各種操作規程等。它們在這裏的作用是能及時準確的反映產品的生產和產品質量的要求。嚴格按照規程作業,是保證產品質量和生產進度的一個條件。
不要被常規的工藝參數所限製,隻要問題能以數字來表示,就可以應用SPC控製圖表、Cp 和Cpk來分析,以保證各種條件都能“重複、重複、再重複”。
例如RTP快速熱處理工藝設備,除了基本的氣體流量控製,最高溫度,一個很重要的Psum,它是工藝某一段時間(每一個上升ramp up和平台Steady)的加熱功率的積分,也即加熱能量。相同的工藝條件(對於一個特定的菜單),同樣的晶片(wafer),所需要的加熱能量是一樣的,Psum的SPC圖表是穩定在一個範圍內。如果Psum發生漂移,說明設備的狀態發生變化,可能加熱的碘鎢燈退化、或石英腔體表麵太髒需要清洗、或測溫器件漂移(如TC接觸不好,pyrometer的冷卻水溫改變了等)。雖然設備上菜單設有報警上下限,但等到報警時,工藝已經逐漸漂移了一段時間,這會影響6σ的工藝能力指數,也即工藝發生了漂移。如果利用SECS/GEM,自動生成Psum的SPC圖表,觀察Psum的Cp 和Cpk值,不必等到出現工藝報警或工藝結果出了問題才采取措施,就會使工藝出於受控狀態。
真空設備的腔體的體積是一定的,每次抽到本低真空(Pump down to base)的時間是相同的,Vent到大氣的時間也是相同的。把這2個時間用SPC圖表跟蹤,如果突然發生變化或慢慢漂移,就要檢查真空泵的抽速問題,和與VENT有關的氣閥、氣體壓力調節閥等故障問題,不要等到工藝結果出了問題才做失效分析。在真空設備的SECS/GEM的工藝結果參數或數據(Data Variable)中有PUMP_DOWN_BASE_TIME和VENT_TO_ATM_TIME這兩個參數,可以通過SECS/GEM自動生成SPC圖表,非常簡單和直觀的監控真空泵和有關的氣閥、氣體壓力調節閥等是否工作正常。
5、環境。任何事情存在和發展都是具有一定條件的。“水、電、氣”是保證工藝穩定重複非常關鍵的環境條件,但人們常常不夠重視。這不僅表現在設備維修時常常忘記考慮環境條件的因素,在建立工藝線時,也把環境條件的建設當作是低端技術,分配給一般技術員也分管。很多設備問題其實是環境造成的,如設備供電的接地不良、外來電子幹擾或機械振動幹擾,其它設備的各種幹擾。動力條件的不穩定,如壓縮空氣的壓力、清潔度(油水含量),PURGE工藝腔體的氮氣壓力和幹燥度,冷卻水的水溫(水溫過低會使得水管外結露而造成附近的電子器件短路或打火)和清潔度。超淨間的溫度和濕度對工藝和對設備的影響 (光刻膠的粘合,冷卻水結露)。保證去離子水每立方厘米少於4個細菌,才能保證光刻工藝的顯影穩定重複。現在計算機技術發展很快,已經很容易自動記錄各種環境的參數。
總之,要提高造成工藝的重複性,就必須具有六西格瑪(6 sigma,6σ)的概念和觀念,在計算機已經非常普及的今天,利用計算機技術提高SPC控製圖、工藝精密度Cp和工藝能力指數Cpk的精確性、實時性(自動性)和連續性,對提高造成工藝的重複性會起到事半功倍的效果。
